Multistage Submersible Pump 1 HP Features in Industrial Applications
Having fantastic features in industrial applications, a multistage submersible pump 1 HP is a kind of hermetically sealed pumping apparatus that moves water by pushing it rather than by pulling it
ebara water pump catalogue
Because the pump is fully submerged in the liquid that has to be pumped, as the name implies, it can work in this manner
This eliminates issues like pump cavitation, which can harm moving parts by forming vapor bubbles, and enables the pump to be lowered into a deeper hole for pumping requirements
There are several industrial and commercial utility applications for submersible pumps
Design of a submersible pump
One phase or numerous phases are both possible for submersible pumps
Each phase consists of a motor enclosed in a mechanically sealed container to stop leaks
The cover extends to some kind of pipe or hose flowing to the surface, and the motor is connected to a cable that produces power to run the motor
Depending on the task at hand and the fluid that has to be moved, submersible pumps can be connected to a wide range of pipes, flexible hoses, or wires
Polymers or a variety of metals, including chrome or stainless steel, can be used to create the housings for submersible pumps
The enclosure’s excellent sealing is its most crucial feature
If a liquid escapes into the casing, the motor could quickly short out, costing a lot to fix
For more demanding jobs, some enclosures include a double mechanical seal construction
In commercial utility applications, the wire that runs the motor is typically 50 feet long, however it may be longer in large-scale industrial settings like oil wells
In many enclosures, there is also a float switch that, when the pump is fully immersed, turns on the motor automatically
The energy consumption and pumping speed of submersible pumps vary widely
The majority of submersible pumps are thought to be efficient for a wide range of liquids, however more viscous fluids at deeper depths lead to pressure issues that necessitate stronger pumps in order to work effectively
It may be crucial to select a submersible pump that is rated to handle solids because fluids in some jobs may contain sporadic pieces of solid waste and trash
An agitator or nozzle is typically included in a submersible pump that can handle particles in order to mix the solids with the liquid and facilitate the machine’s ability to push them out of the earth
A multistage submersible pump is a kind of pump that has two or more impellers
These impellers may be of the same type or distinct sorts, such as a low NPSH suction impeller, a double suction impeller, or a combination of first-stage centrifugal and side-channel stage impellers
A manifold centrifugal pump has additional pieces called diffusers that effectively direct fluid into the impeller’s eye or to the next stage although the parts of a regular centrifugal pump are identical
There are intermediary plates with liquid portions and scalloped side channels in side channel pumps
Due to the tremendous thrust produced by the impellers facing the same direction in multi-stage centrifugal pumps, a thrust balancing device, such as a balance disc or balance drum, will be included
This device lowers the thrust to a level that can be governed by a standard can go bearing size for thrust
How do multiple-stage pumps function?
One impeller feeds into the next impeller in a multistage pump, and the number of impellers necessary depends on the needed discharge pressure
ebara horizontal multistage pump catalogue
After entering the pump, the fluid moves through a variety of impellers in a left to right direction
What are the purposes and applications of multi-stage pumps?
High rise buildings, reverse osmosis (RO), boiler feed water, spraying, high pressure cleaning, waterworks, heating, condensate, fuel delivery, oil and water delivery cans, gas generation, power generation, mining, and other high pressure and temperature applications are just a few of the many and varied uses for multistage pumps
What kinds of multi-stage pumps are there?
These are some examples of multiphase pumps:
Vertical Multiphase Horizontal Centrifugal Pump (Overhead)
Multiphase Vertical Centrifugal Pump (Overhead)
Side channel pump as a submersible or sump pump type
Centrifugal Low NPSH First Stage Side Channel with Additional Stage, often known as a combination pump
Pump with a horizontal split casing
Turbine vertical pump
Multi-stage sanitary pump
What benefits come with using a multi-stage pump?
If we compare Centrifugal Multi Stage Pump with High Pressure Duty Pump – Centrifugal Multi Stage Pump, it will likely be a better hydraulic match, with better efficiency and more dependability, while being more complicated and expensive
I can obtain the service point without compromising thanks to its hydraulic module, which has the capacity to add more fans and adjust those fans
The option will likely operate effectively and consistently and be closer to “BEP
If numerous servicing sites are needed, multi-stage pumps can be set up for an inter-stage discharge
A multi-stage pump will undoubtedly be considerably quieter than a single-stage centrifugal pump, which is a crucial factor in today’s society
It may be possible to operate a multi-stage pump at a lower speed than a single-stage centrifugal pump, which may result in increased efficiency
Because of the logarithmic nature of the sound scale, a 3 dBA rise corresponds to a doubling of the sound
What distinguishes a single-phase pump from a multi-phase pump?
A multistage pump uses two or more impellers, whereas a single stage pump only has one (some manufacturers use 80 or more impellers)
In order to move the liquid from the first stage to the diffuser, a multi-stage pump requires extra parts
Thrust balancers and intermediate bearings, which are lubricated by the pump and are used to stabilize the shaft and other minor variations, are both features of multi-stage pumps
How is the multiphase pump curve read?
A multi-stage pump curve can be read in the same way as any other pump type curve, though some manufacturers only provide single-stage curves, in which case the number of stages needed must be doubled
But keep in mind that, unlike centrifugal pumps, side channel pumps have their greatest power at zero flow and lose power as flow increases
What distinguishes a horizontal multistage pump from a vertical multistage pump?
A horizontal multistage pump and a vertical multistage pump differ primarily in that they both have many stages
Positioning of the pump
The vertical multistage pump can be utilized in confined spaces because it is above ground, but it requires the removal of the motor before repair

ebara multistage pump
In some situations, vertical multi-stage pumps are employed since the motor needs to be removed from the well in order to be serviced
The thrust load is frequently carried by the motor in vertical pumps, such as the VTP Turbine
Thrust bearings are unnecessary in pumps that have electric motors created specifically for them, which reduces their complexity and expense
VTP pumps can be made with columns longer than 100 meters
To allow for thermal growth and prevent operational issues brought on by expansion and contraction, horizontal multi-stage pumps are mounted using feet made specifically for high temperature applications
They must follow the electric vehicle’s lead
The mounting of sump pumps is likely to be easier because the motor is flanged and self-aligns with the corresponding register
For sump pumps, a backing plate will be fitted using normal bolting
Submersible Pump Applications
The major characteristic and applications that sets a submersible pump apart from other kinds of pumping equipment is that it is submerged in water
Due to the internal components’ total sealing and protection from outside elements, you can store this pump inside a tank, well, or any other kind of container without worrying about damage
The submersible pump’s motor is enclosed in an oil-filled tank
It is directly fastened to the pump’s body
When a motor is sealed and insulated, running on electricity, there is no danger of electrocution
The following are some of the key benefits of employing a submersible pump:
1
Safe
A submersible pump’s internal components are fully sealed off from water and other factors
As a result, submersible pumps are less dangerous to operate than other kinds of pumping machinery
In order to prevent corrosion underwater, these devices are coated
These pumps’ sealed construction makes it impossible to tamper with them
As a result, internal parts and valves are shielded from harm from trespassers
2
Portable
Pumping devices with a small, lightweight design are known as submersible pumps
As a result, it can be transported by a single person to various locations based on the needs of the user or pumping requirements
3
Preparation
The submersible pump doesn’t need to be filled because it operates below the level of the liquid it is pumping
A submersible pump can therefore be used and maintained with ease
4
Waterproofing
A submersible pump is made out of gaskets and seals that are watertight
This form of sealed structure eliminates submersible pump liquid leakage
There is no chance of an electrical accident because the internal pump components are entirely sealed
Installing a submersible pump
5
Capable
The liquid being moved is submerged in a submersible pump
As a result, it doesn’t need to expend much kinetic energy to release the liquid
As a result, it can increase its efficiency by using the majority of its kinetic energy to push the fluid out the outlet
On the other hand, since the movement of the liquid requires less kinetic energy, the pump does not have to work as hard
The submersible pump’s service life lengthens as a result
6
Noise level because the submersible pump is submerged in water, it is silent when the motor is running
Water or any other liquid that the pump is submerged in thus partly dampens the sound
7
Corrosion-proof
The submersible pump’s construction material has the ability to withstand corrosion
The pump’s hermetically sealed seal shields it against corrosive substances and oxidation as well
8
Convenient positioning
The submersible pump’s ideal location boosts its effectiveness while immersed in water
As a result, this kind of pumping machinery can efficiently and quickly transport fluid
9
Low cost of maintenance
Due to their design and placement, submersible pumps are low-maintenance pumping equipment

pedrollo submersible pump
Submersible pumps don’t require priming, and there’s no risk of internal parts getting exposed to outside factors leading to damage
As a result, maintaining this kind of pumping equipment is simple and affordable
Final words
A submersible pump’s distinct design and construction allow it to function for many years without requiring maintenance
The aforementioned benefits of using submersible pumps, which can be utilized for industrial, commercial, and residential applications, are unique
Multistage Pump Features
The amount of pressure that a single-stage centrifugal pump can produce has a maximum
It is necessary to employ a multi-stage pump design to provide high pressure
How do multiple-stage pumps function?
A multistage pump has a similar construction to a centrifugal pump in that it has more impellers rotating around an axis than a centrifugal pump does, allowing it to operate at higher pressures
The amount of pressure that a single fan can produce is limited because, as the fan reaches a particular diameter, side friction increases and reduces pumping efficiency
This means that in order to generate high pressure while retaining a high level of efficiency, many fans must be connected along the same axis
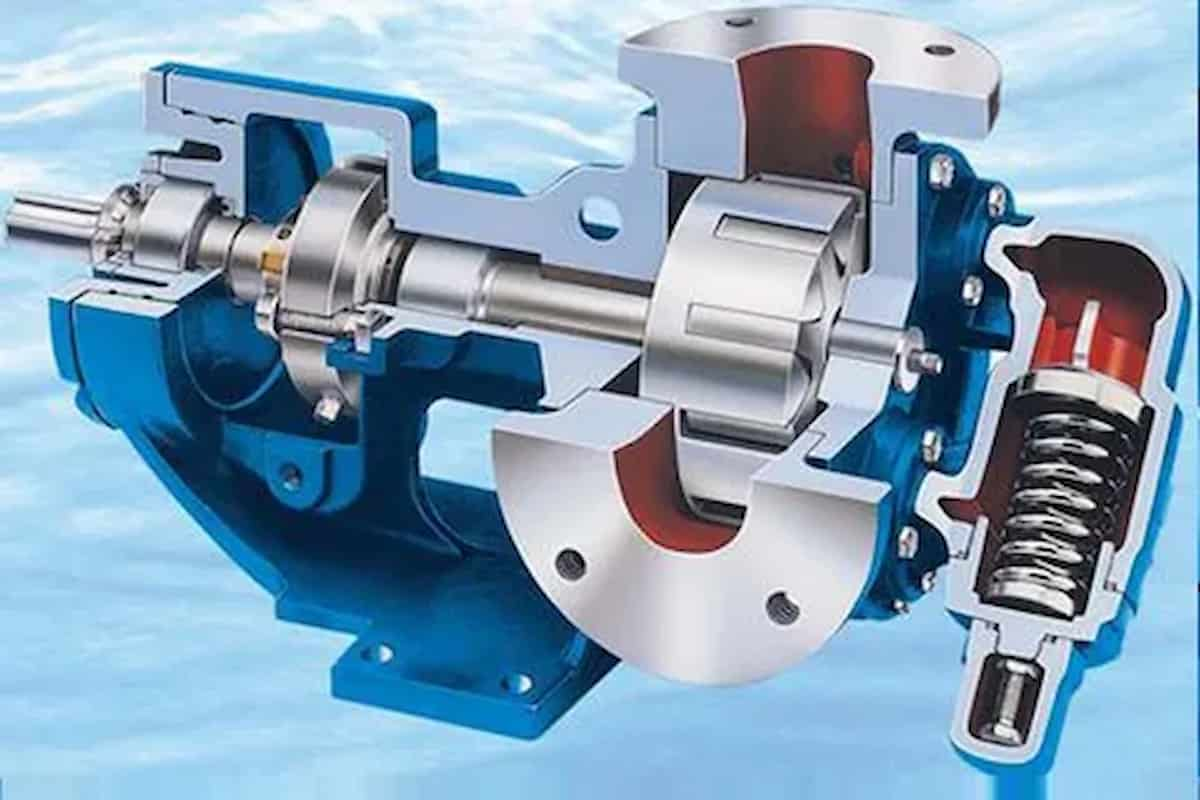
Working Principle of a Multistage Pump
The impellers in this sort of design are arranged in ring sections along the shaft, with an impeller in each ring section, a suction shroud on one side, and a discharge shroud/diffuser on the other
The impeller pushes fluid through the suction casing and then discharges it via the discharge casing
The fluid then continually enters another ring section before being released through the outlet
Do it now
Tie bolts that run along the casing connect the individual ring parts
Depending on the service and application, the shaft seals and bearings on one side of the pump may have different internal designs
The flow rate remains unchanged when the fans’ phases are joined, but the total head and shaft power rises proportionately to the number of phases
There is a fan and diffuser on each stage
Depending on whether there are design needs that are space-saving or that can be maintained in situ without disassembling the car, models can be constructed either vertically or horizontally
When high pressure water needs to be pumped, such as to collect water from deep wells or the sea, multistage pump designs, sometimes known as borehole pumps, are utilized
Feeding levels for offshore platforms
In order to provide high pressure from deep wells, multiple impeller submersible pumps can also be constructed
Multiple impeller borehole pump
Two-suction pump
Similar concepts are also used by double suction pumps and pipeline pumps, which have back-to-back double impellers that provide high flow at a pressure that is roughly twice that of a single impeller pump positioned on a shaft

ebara vertical multistage pump catalogue
Multistage pumps are used in what situations and why?
There are various uses for this equipment:
1
When the need for a centrifugal pump arises for high head discharge yet the application is outside the service range of a single stage centrifugal pump, which normally has a maximum discharge pressure of 150M as opposed to 1000M multiple impeller designs
The application, such as providing domestic water to high floors in skyscrapers, may require a larger discharge pressure since the fluid route is longer
This is frequent in booster set applications with high frictional losses
A low viscosity liquid must be forced through a fine filter, such as a reverse osmosis filter, during the filtration process
2
A multi-stage design can be employed where a cheap and effective solution of a clean liquid at high pressure is required
This design is more efficient because the impellers are not only smaller but also fully sized, meaning they are effective even when run at low speeds
The efficiency of the single-stage design that is clipped to the service point is reduced because there is more space between the impeller’s edge and the casing
Which uses are there for multistage pumps?
Unless the designs are larger or greater, these designs can only be used with liquids that are solid-free and have a viscosity of less than 300cst
As long as they are chemically compatible with the casing and elastomer materials, they can be substances like fuels or other liquids
Typical applications include mine dewatering
Steamer Feed
Generator as Pump
Spray in skyscraper sprinkler systems or flood systems
Irrigation
Raising the main water supply’s pressure for high-rise buildings and situations needing lengthy piping runs